












From February 3 to 5, 2026, the global medical manufacturing community gathered at the Anaheim Convention Center for the internationally renowned MD&M West. The event is widely recognized as one of the most influential platforms for medical device design, advanced materials, and manufacturing technologies.
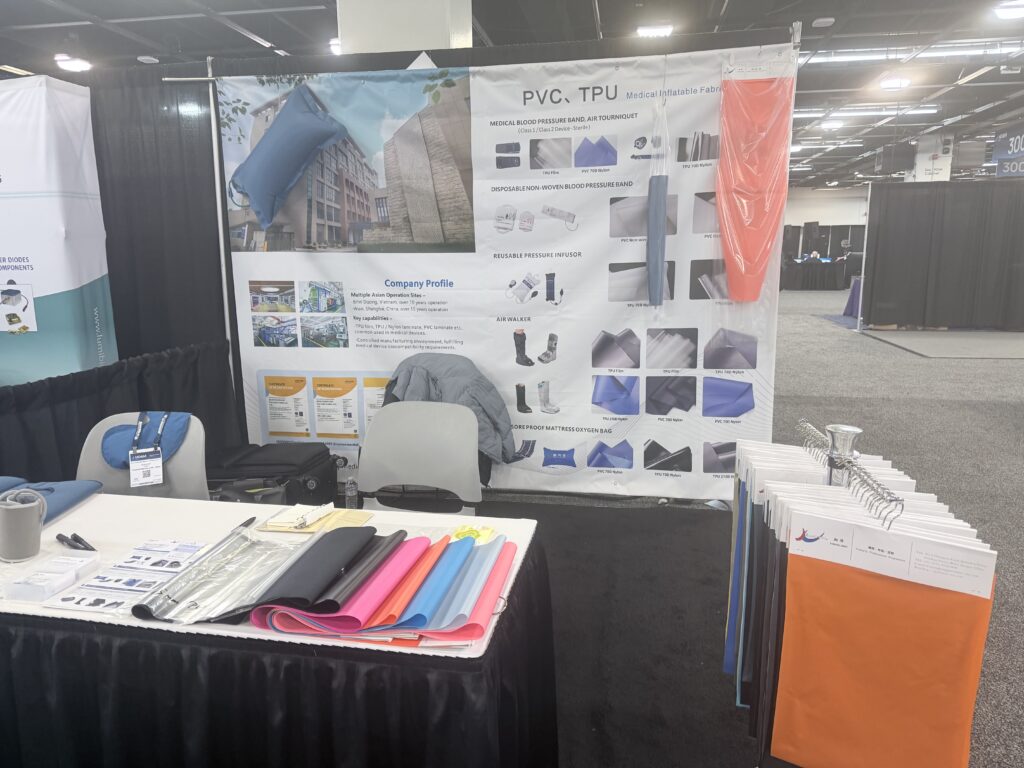
Among the international exhibitors, Wuxi Xianglong Polymer Fabric Co., Ltd. stood out as a representative manufacturer from China’s high-performance polymer composite fabric industry. The company introduced a range of innovative TPU and PVC coated materials developed specifically for medical environments, attracting attention from device manufacturers, engineers, and material specialists worldwide.
The exhibition provided an ideal opportunity to demonstrate Xianglong’s expanding capabilities in medical-grade polymer materials, as well as its commitment to supporting the evolving needs of global healthcare equipment manufacturers.

Advanced TPU Materials Designed for Medical Applications
During the three-day event, Xianglong presented several high-performance TPU coated fabrics and films designed to meet strict medical standards. These materials combine airtight performance, flexibility, durability, and biocompatibility — essential characteristics for medical devices and protective equipment.
The following key materials were displayed at the exhibition:
| Product Displayed | Application Area | Core Advantages |
|---|---|---|
| Nylon 210D revestido com TPU XL | Surgical Tourniquet Cuff | Exceptional abrasion resistance, excellent airtightness, and strong biocompatibility ensure safe and stable performance during surgical procedures. |
| XL TPU/PVC Coated 70D Nylon | Medical Oxygen Bags | Lightweight structure with superior flexibility and durability, designed to meet strict airtight and safety requirements for oxygen storage systems. |
| XL TPU Films | Wide Medical Applications | High elasticity, waterproof yet breathable performance, and excellent compatibility with skin-contact applications. Suitable for medical protection and healthcare equipment. |
| TPU Tubing Solutions | Protective Equipment Covers & Medical Tubing | Precision-engineered tubing that combines flexibility with long-term durability, suitable for high-end medical tubing and protective covers for sensitive equipment. |
These materials attracted strong interest from professionals working in medical device engineering, healthcare equipment manufacturing, and biomedical research. Visitors frequently stopped to examine the fabrics’ surface performance, elasticity, and airtight properties, while technical discussions focused on customization possibilities and large-scale manufacturing capabilities.
Strong Industry Interest and Active Technical Discussions
Throughout the exhibition, the Xianglong booth welcomed a steady stream of visitors from North America, Europe, and Asia. Representatives from medical device manufacturers, research institutions, and procurement teams engaged in detailed discussions with the company’s technical specialists.
Particular attention was directed toward Xianglong’s TPU films and coated nylon fabrics, which offer a balanced combination of strength, flexibility, and medical-grade material performance.
Many visitors explored topics such as:
- Custom thickness and coating structures for specialized devices
- Biocompatibility compliance for medical applications
- Long-term durability for inflatable medical equipment
- Scalable production for large procurement programs
These conversations highlighted the growing demand for high-performance TPU materials in modern healthcare technologies, especially in equipment that requires reliable airtight performance and repeated mechanical use.
A Trusted Manufacturer of High-Performance Polymer Fabrics
Located in Wuxi, China, Wuxi Xianglong Polymer Fabric Co., Ltd. operates a 9,167 m² modern manufacturing facility dedicated to TPU coated fabrics, PVC coated fabrics, and TPU films. With a team of experienced engineers and material specialists, the company delivers integrated solutions covering research, material engineering, production, and international distribution.
Key manufacturing capabilities include:
| Manufacturing Strength | Details |
|---|---|
| Production Base | 9,167 m² specialized facility |
| Daily Capacity | Over 100,000 meters of coated fabrics |
| Industry Experience | More than 15 years of expertise in polymer materials |
| Professional Team | 60+ specialists supporting R&D and global supply |
Xianglong’s coated fabrics are widely used across multiple industries where durability and airtight performance are critical, including:
- Medical and healthcare products
- Outdoor equipment and inflatable gear
- Industrial containment systems
- Marine and water sports equipment
- Automotive safety applications
Through continuous investment in coating technology, lamination processes, and material innovation, the company has built a reputation for producing reliable fabrics capable of performing in demanding environments.
Custom Material Solutions for Global Equipment Manufacturers
One of the key advantages highlighted at the exhibition was Xianglong’s customized material development process. Instead of offering only standardized fabrics, the company collaborates closely with clients to engineer materials tailored to specific technical requirements.
The customization workflow includes:
Consultation
Technical specialists analyze application requirements such as tensile strength, airtightness, weight, and flexibility.
Material Specification
Clients can select from nylon, polyester, or recycled substrates while adjusting coating thickness, density, color, and mechanical properties.
Precision Coating and Lamination
Advanced coating technology ensures uniform film adhesion and consistent material performance across large production runs.
Quality Assurance and Delivery
Every batch undergoes strict quality inspection before international shipment to ensure reliable performance in real-world applications.
This structured approach allows Xianglong to support manufacturers developing next-generation inflatable medical devices, protective healthcare equipment, and advanced biomedical components.
Commitment to Quality, Sustainability, and Global Partnerships
Xianglong maintains internationally recognized certifications, including ISO9001, ISO14001, ISO10993, and GRS, reflecting the company’s commitment to quality management, environmental responsibility, and medical material standards.
The company’s long-term development strategy focuses on three major goals:
Global Innovation
Advancing functional coated composite technologies for high-performance industries.
Industry Leadership
Setting benchmarks in polymer material engineering and coated fabric manufacturing.
International Collaboration
Building long-term partnerships with equipment manufacturers, medical innovators, and industrial solution providers worldwide.
Strengthening Xianglong’s Presence in the Global Medical Materials Market
Participation in MD&M West 2026 marked an important step in Xianglong’s continued expansion into the global medical materials sector. The exhibition not only strengthened the company’s international visibility but also opened new opportunities for collaboration with medical technology companies seeking reliable material partners.
As healthcare equipment continues to evolve toward lighter, more durable, and higher-performance materials, TPU-based solutions are expected to play an increasingly important role.
With advanced coating technology, scalable production capacity, and a growing global client base, Wuxi Xianglong Polymer Fabric Co., Ltd. remains committed to delivering high-quality polymer fabrics that support innovation across the medical industry.


